Modernizing ERP systems is crucial for the evolution and competitiveness of the manufacturing industry.
By Balasubramanian V, Vice President at LTIMindtree
The manufacturing sector is experiencing a continued digital revolution, fuelled by the need to drive cost reduction, operational enhancement, and agility to respond to shifting market dynamics while maintaining competitive pricing. Technology stands out as a crucial driver for market resilience and staying ahead. However, a significant challenge lies in navigating legacy system integrations and ensuring the security of data and operations. Findings show that 67% of CIOs are prioritizing the improvement of operating models as the most critical outcome for their digital technology investments. This is echoed in the adoption of modern ERP systems which are being recognized to enhance operational efficiency, streamline processes, and adapt to dynamic market demands swiftly.
ERP systems stand as the backbone of manufacturing operations. Designed to integrate core business processes, they have long been the linchpin of manufacturing operations, facilitating everything from inventory management to supply chain coordination. The current state of manufacturing ERP systems is a mix of legacy platforms sometimes struggling to keep pace with the demands of the modern industry and a resistance to change in pockets. Often plagued by siloed data, organisations usually rely on manual processes, thus limiting scalability and hindering their businesses from reaching full potential. Hence, our thesis is clear: modernizing ERP systems is not just a choice; it’s an imperative for the evolution and competitiveness of the manufacturing industry.
Real-time data insights, streamlined processes and effective supply chain management are crucial components of day-to-day operations and organizations around the world are seeking to bridge the gap between the digital core (ERP) and end-state data maintenance applications to improve efficiency and drive profits through process automation.
Technological advancements are also a major force behind the shift towards ERP modernization. For example, cloud offers unparalleled flexibility and accessibility, allowing manufacturers to harness the power of ERP without the burden of on-premises infrastructure.
Digital transformation providers like LTIMindtree have undertaken work with OEMs, such as SAP, to offer integrated solutions with Modern ERP stack such as S/4HANA Cloud solutions by SAP, that propel these Timeless Enterprises to the future, faster.
For example, LTIMindtree helped a Global Business Conglomerate transform their business processes and deploy a modern technology stack, powered by LTIMindtree’s Intelligent Construction Enterprise solution, based on SAP S/4HANA technology. Power International Holding – one of Qatar’s largest conglomerates and fastest-growing companies – needed help with data migration, superior governance and management control, accelerated digitization and automation of deeper insights for quick decision-making.
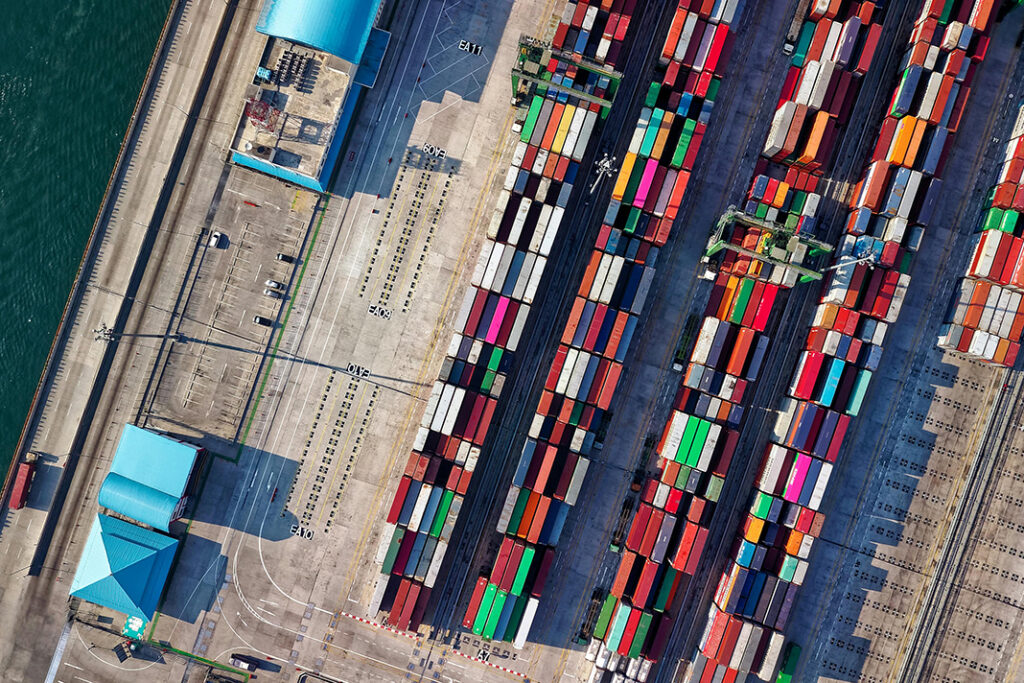
This is important to the manufacturing supply chain which now calls for optimization techniques that can quickly adapt to changes in demand, supply, and external factors. The ability to dynamically adjust strategies enhances efficiency and responsiveness.
Here are three areas to take into consideration:
Through advanced analytics, IoT, and AI capabilities embedded in modern ERP platforms, manufacturers can drive innovation, ultimately positioning themselves as leaders in the increasingly digitized manufacturing landscape.

About the Author:
Balasubramanian V (Bala) is an experienced IT & Business Leader with over 30 years of industry experience focused on ERP, Supply Chain, CRM, Business Analytics & Integration space, with special expertise on SAP technologies. Over these years, Bala has performed various roles as Consultant, Project Manager, Practice Manager & Thought partner to create & deliver technology solutions across diverse industries and geographies. Bala is passionate about ERP Transformation, Business Outcome based IT Performance and Artificial Intelligence. Bala holds a Master’s Degree in Industrial Engineering & Management from Indian Institute of Management (IIM), Mumbai.

Industry in Transition: The Forces Reshaping Manufacturing
As manufacturers offer more customization than ever before, managing product complexity has become a critical challenge. Tune in with Dan Joe Barry, Vice President of Product Marketing at Configit, who explores how companies are tackling the growing number of product configurations across engineering, sales, manufacturing, and service. He explains how Configuration Lifecycle Management (CLM) helps organizations maintain a single source of truth for configuration data. The result: fewer errors, faster quoting, and the ability to deliver customized products at scale.
Get In Touch
Google news and SEO compliant, Industry Today’s state-of-the-art digital media platform offers bespoke media campaigns that target key decision makers and buyers to achieve your marketing and promotional goals.
![]()
Contribute
Showcase your brand and promote your business to our highly targeted audience. We offer detailed Google Analytics with measurable ROI to assure success. Submit your content for review by our Editorial team who will contact you to discuss the project further.
About Us
Reach Your Targeted Audience and Grow Your Business. Learn more About Industry Today.
Contact Us

© 2026 Industry today. All Rights reserved.