Volume 4 | Issue 5
Johnson Technology, Inc., knows turbine engines. Serving the industry for nearly 40 years, the company offers customers throughout the world its unique combination of manufacturing and process capabilities, backed up by experience unmatched anywhere else in the industry.
The Muskegon, Mich.-based company manufactures turbine engine components for OEMs of both military and commercial aircraft, and provides machining services for land-based turbine applications used primarily for electrical power-generation stations. The company also supplies spare parts for F-110, TF-34 and F-404 engines for armed forces around the world. Johnson has two facilities occupying 135,000 square feet, and employs 510 associates.
“As a subcontractor, we are at the leading edge because of the technical competence of our staff,” says Dick Jeannot, director of sales and marketing. “Our director of technical resources, for example, has worked for Rolls-Royce and GE as a turbine engine components designer. Our engineers have many years of experience on the types of components we manufacture. We are more than just a machining company because of our technical expertise.”
Collaborative Components
Johnson Technology manufactures every one of its components according to the specifications of its customers. They have come to depend on Johnson Technology’s ability to proceed efficiently from concept to finished product. “In many cases, we assist our customers with the actual design of components,” says Jeannot. “By being involved early in the design, we can suggest certain considerations for manufacturability and cost containment.”
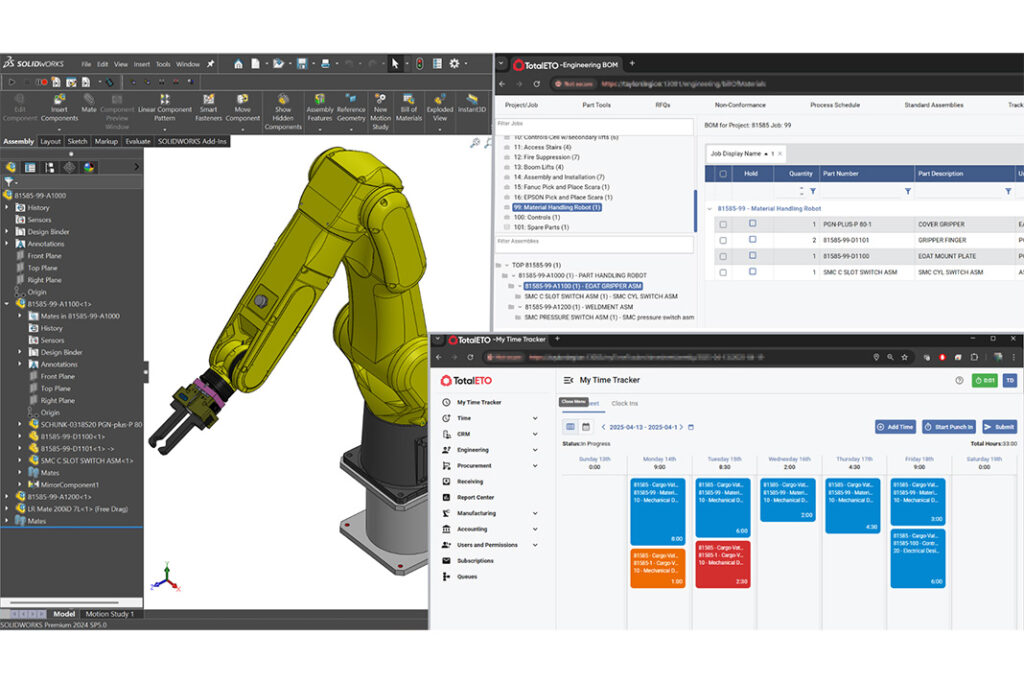
Customers also benefit from Johnson Technology’s ability to work in a paperless environment. “In today’s world of turbine engine design, there is a big move toward three-dimensional computerized models,” explains Jeannot. This capability is invaluable in getting components manufactured more quickly. “Designers can take their initial model and send it to us on a disk, tape or, in some cases, over the Internet using encryption keys,” says Jeannot. “Using collaborative design software, we can develop the manufacturing concepts and examine specific areas in the design that are cost drivers. We can then suggest alternative designs to our customers that may lead to more cost-effective manufacturing methods.”
The three-D models save both Johnson Technology and its customers time because no paper is involved and the model can be transferred electronically. Kinks can be worked out while the precise tolerances and specifications are being developed. “We can all see the part in three dimensions, and it makes it a lot easier when discussing certain aspects of the design over the phone,” says Jeannot.
From this point, the company can begin the tooling necessary to manufacture the product. Jeannot points out that its paperless technical abilities allows Johnson Technology to develop a model before the tolerances are factored in. “It’s all nominal dimensions at this point, and eventually the blueprints are developed with the tolerances built in,” he says. He also notes that the company has actually had components sitting on the shelf and ready to ship before the blueprints were ever issued.
Vane Power
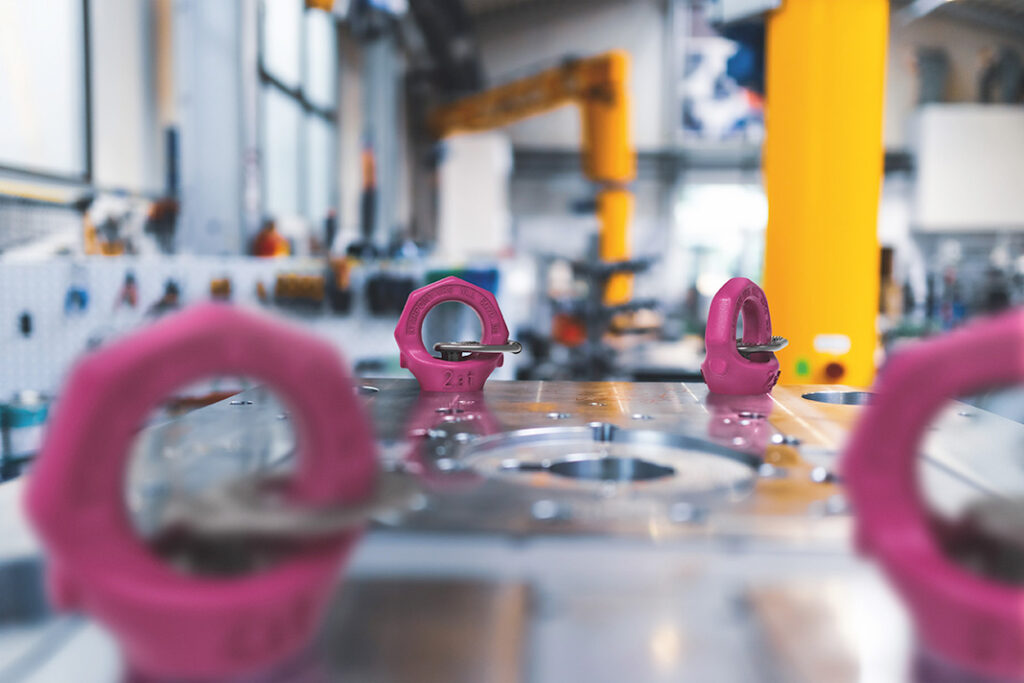
A niche market in which Johnson Technology has established itself is the manufacture of first- and second-stage, high-pressure turbine nozzles and shrouds. “A turbine engine for both aircraft and land-based turbines consists of rows of airfoils,” Jeannot says. “Air is compressed, superheated in the combustor and then directed into the turbine section to extract the energy required to drive the fan or generator for thrust or electricity. The first-stage vane is located immediately behind the combustor and is the hottest and most corrosive environment in the engine. Vanes channel the hot gases to the blades to ensure the correct angle of attack and thereby optimize the amount of energy that can be extracted.
“Both the vanes and the shrouds are cooled using air bled off from the compressor,” he continues. “One method of cooling is called film cooling and is accomplished by installing many small holes in the airfoils and shrouds. When bleed air is fed through these holes, a blanket of air protects the metal from the extremely hot gases flowing through the engine. Our ability to install these cooling holes and meet the tight tolerances required for the part is what makes us the company we are today.”
Jeannot notes that the increase demand for improved film cooling for land-based turbines is a promising growth area for Johnson Technology. “Utility companies are demanding more efficient engines,” he says. “Higher operating temperatures offer better efficiencies, and also require more sophisticated cooling. Using EDM (electrical discharge machining) and ECM (electrochemical machining), we are able to meet our customers’ demand for these newer and more sophisticated cooling schemes. With an increasing demand for electricity, we believe this is a market that will keep us busy for many years.”
Master of Lean
In 1994, Johnson Technology began setting up cellular manufacturing techniques. In 1995, the company committed to General Electric’s Six Sigma program. Referring to Six Sigma’s martial-arts belt system, Jeannot says, “Today, more than 90 percent of our salaried associates are green-belt trained, and we are offering green-belt training to selected hourly associates. In the past two years, we have concentrated on flow-line technology and lean-manufacturing principles. Using lean manufacturing, we have been able to shorten our cycle times, reduce inventory and remain competitive in today’s marketplace.”
Johnson Technology will pursue future opportunities from its foundation as a supplier that can offer a wide range of manufacturing and design capabilities to its customers. “There’s always room for improvement, and we continue to improve our processes,” says Jeannot. “In terms of capability, Johnson Technology may not be ahead of the big OEMs, but we believe we are on a par with them. From the standpoint of a supplier, we believe we’re as good as anyone out there.”
Johnson Technology will also continue to focus on its core competencies. “We intend to further implement lean practices, shorten our cycle times and carry less inventory,” Jeannot says. “We believe this strategy will ensure that we remain competitive and allow us to meets the needs of our customers.”

Hire Heroes USA: Channeling Veteran Skills to Power U.S. Manufacturing
Tune in for a timely conversation with Susan Spence, MBA, the new Chair of the ISM Manufacturing Business Survey Committee. With decades of global sourcing leadership—from United Technologies to managing $25B in procurement at FedEx—Susan shares insights on the key trends shaping global supply chains and what they mean for the manufacturing outlook.


Get In Touch
Google news and SEO compliant, Industry Today’s state-of-the-art digital media platform offers bespoke media campaigns that target key decision makers and buyers to achieve your marketing and promotional goals.
![]()
Contribute
Showcase your brand and promote your business to our highly targeted audience. We offer detailed Google Analytics with measurable ROI to assure success. Submit your content for review by our Editorial team who will contact you to discuss the project further.
About Us
Reach Your Targeted Audience and Grow Your Business. Learn more About Industry Today.
Contact Us

© 2025 Industry today. All Rights reserved.