
Discover the challenges and solutions in EV battery cooling design to optimize battery performance and longevity in electric vehicles.

EV battery cooling is often treated as a thermal design task. Engineers calculate heat flow, coolant path, pressure drop, and temperature balance. But a cooling design must also become a real part. It must be machined, sealed, inspected, assembled, and tested.
This is where many battery cooling projects face limits. A cold plate that looks simple in CAD may become difficult when channel geometry, aluminum material, flatness, sealing areas, and cost are considered together.
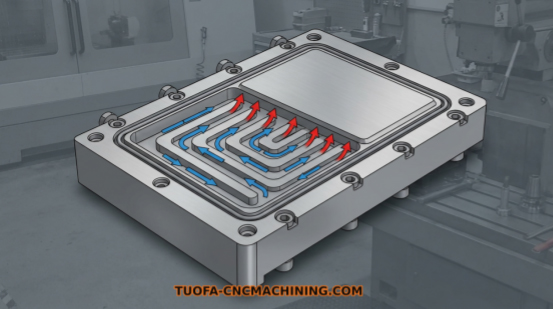
EV battery packs need stable temperature control. If heat is not managed well, battery performance, charging speed, service life, and safety can all be affected. A cooling plate helps move heat from cells or modules into the coolant path.
Heat does not move through ideal surfaces. It moves through real contact areas, real materials, and real assemblies. Small gaps, uneven pressure, weak flatness, or poor sealing can reduce cooling performance. Battery cooling hardware must be designed for both thermal function and manufacturability.
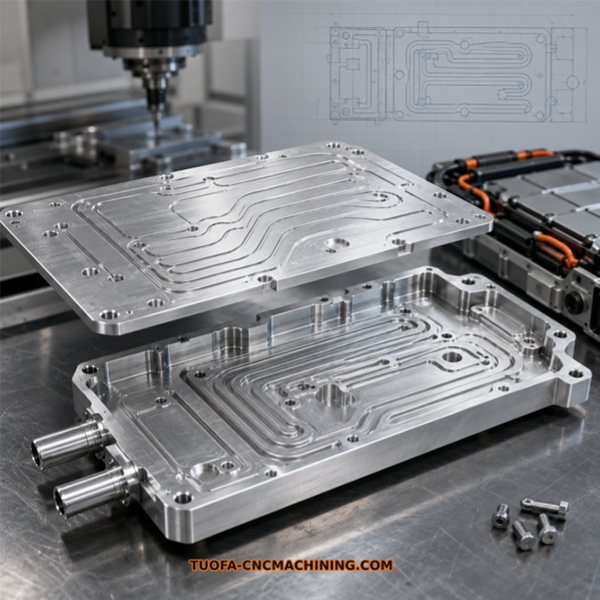
Liquid cold plates are common in EV battery cooling systems, but they are not just metal plates with channels. They may include ports, sealing grooves, cover plates, threaded holes, mounting surfaces, and contact zones. Each feature must work with the others.
Manufacturing these cooling components can be difficult, because they combine thermal function with precision machining requirements.
Channel geometry affects cooling performance and machining difficulty. Deep or narrow channels may support a flow design, but they can be harder to mill, clean, inspect, and seal. Sharp internal corners are also limited by the cutter radius.
Sealing areas may use O-rings, gaskets, cover plates, brazing, or welding. Each method needs stable surface quality and controlled dimensions. If the groove is too shallow, too deep, or too rough, leakage risk increases.
Battery packs have strict space limits. Larger channels may improve flow, but they need more room. Thicker plates may improve stiffness, but they add weight. Smaller parts may save space, but they can increase machining and sealing difficulty.
Aluminum is often selected for EV battery cold plates because it offers a practical balance of heat transfer, low weight, machinability, and cost. It is not always the only material choice, but it is a common starting point for battery cooling hardware.
For custom cooling plates, housings, and related EV parts, an aluminum cnc machining service can help turn design requirements into controlled metal parts.
Battery packs are weight-sensitive. Every added part affects vehicle range, structure, and energy use. Aluminum helps reduce part weight while still supporting heat transfer. However, the contact surface must also be controlled. Poor contact can reduce the cooling effect even when the material is suitable.
Aluminum is easier to machine than many harder metals. This helps reduce tool wear and machining time. It also gives engineers more freedom for channels, ports, and mounting features. Still, grade selection, part thickness, surface treatment, and tolerance requirements can change the final cost.
CNC milling is useful when battery cooling hardware needs controlled channels, sealing surfaces, threaded holes, port features, and flat contact areas. It is especially useful during prototype development and low-volume production.
However, cnc milling has clear limits. Tools need access. Internal corners need radius. Deep narrow slots increase tool deflection. Thin plates may deform during clamping or machining. A design that is easier to mill is often easier to inspect, seal, and repeat.
Milled channels allow engineers to control flow path, channel depth, and local cooling zones. But channels should not be complex without reason. Extra turns, sharp corners, and very small features can increase machining time, cleaning difficulty, and inspection risk.
Battery cooling hardware often needs mounting holes, threaded inserts, ports, and alignment features. If these features are too close to sealing zones or thin walls, they may create stress or leakage risk. Their positions should be planned with the fluid path.
Flatness is critical for heat transfer and sealing. A milled surface may look smooth, but that does not mean it is flat enough for function. Clamping force, cutting heat, residual stress, and plate thickness can all affect final flatness.
Cost problems often start before production. A cold plate cost is not only the price of aluminum. It includes machining time, programming, fixtures, tooling, inspection, cleaning, sealing, surface treatment, and failed test risk. Early rapid prototyping can expose problems before the design moves into larger production.
Complex geometry increases more than cutting time. It can require special tools, extra setups, longer inspection, and more cleaning work. In many cases, a balanced channel path gives more stable results than a highly complex design that is hard to produce.
Tooling and setup also affect cost. If the part needs many tool changes or multiple clamping positions, machining time increases. More setups can also introduce alignment errors. Good design should allow stable fixturing and logical machining steps.
Cooling plates usually need more than dimensional checks. Leak testing, flatness checks, groove inspection, surface roughness measurement, and port verification may all be needed. These tests add cost, but a part that fails leakage testing is not usable.
Prototyping is important because many cold plate problems are not clear in CAD. Thermal simulation may show the expected heat path, but a physical part shows real contact, flow, assembly, and sealing behavior.
Aluminum prototyping is useful when engineers need to test cold plate geometry, surface flatness, coolant flow, and assembly fit before production decisions are made.
Thermal testing can reveal hot spots, uneven cooling, poor contact, or excessive pressure drop. These results help engineers adjust the flow path, plate thickness, or contact surface before the design becomes expensive to change.
Assembly testing checks whether the cold plate fits the battery module, gasket, ports, fasteners, and surrounding structure. It can reveal problems with hole position, sealing pressure, and part clearance.
Design revision should be expected. A prototype may lead to changes in channel radius, wall thickness, sealing groove size, surface treatment, or tolerance zones. This is part of turning a thermal concept into reliable hardware.
A manufacturable cooling plate should be reviewed from both thermal and machining views. The goal is not to make the design simple at all costs. The goal is to keep the design functional, inspectable, and repeatable.
Channel depth should match both flow needs and tool capability. Internal corners should include a realistic radius. Very deep and narrow channels should be avoided unless they are truly necessary.
Sealing zones should be protected from unnecessary holes, edges, and rough transitions. Groove dimensions, surface finish, and flatness should be clearly defined.
Not every surface needs tight tolerance. Tight control should be placed on contact surfaces, sealing grooves, port areas, mounting points, and key assembly features. This keeps cost under control while protecting function.
Surface treatment should be considered early. Anodizing, cleaning, corrosion protection, and coating can affect dimensions and surface condition. If these steps are added too late, they may create new sealing or assembly issues.
When a battery cooling plate design moves from concept to production review, it is useful to involve a machining team early. Tuofa CNC Machining can review aluminum part design, milling feasibility, tolerance zones, sealing areas, and prototype needs before manufacturing begins. This helps reduce avoidable design changes and supports a smoother move from sample testing to production planning.
EV battery cooling hardware must survive more than thermal calculation. It must also survive machining, sealing, inspection, assembly, and testing. Aluminum cold plates and CNC milling can support this process, but only when the design respects manufacturing limits. By planning channel geometry, sealing zones, tolerances, surface treatment, and prototype testing early, engineers can turn battery cooling concepts into more reliable hardware.

Forging the Next 250 Years: Powering the Next Era of American Manufacturing
As manufacturers offer more customization than ever before, managing product complexity has become a critical challenge. Tune in with Dan Joe Barry, Vice President of Product Marketing at Configit, who explores how companies are tackling the growing number of product configurations across engineering, sales, manufacturing, and service. He explains how Configuration Lifecycle Management (CLM) helps organizations maintain a single source of truth for configuration data. The result: fewer errors, faster quoting, and the ability to deliver customized products at scale.
Get In Touch
Google news and SEO compliant, Industry Today’s state-of-the-art digital media platform offers bespoke media campaigns that target key decision makers and buyers to achieve your marketing and promotional goals.
![]()
Contribute
Showcase your brand and promote your business to our highly targeted audience. We offer detailed Google Analytics with measurable ROI to assure success. Submit your content for review by our Editorial team who will contact you to discuss the project further.
About Us
Reach Your Targeted Audience and Grow Your Business. Learn more About Industry Today.
Contact Us

© 2026 Industry today. All Rights reserved.
















