Using CNC press brakes to improve efficiency in sheet metal processing: reducing setup time, scrap, and production variability.
The key to improving the efficiency of CNC press brakes for sheet metal processing is not to press faster in a single pass, but to make set-up, positioning, compensation and batch production more repeatable. Through CNC programs, automatic positioning of the backgauge, ram position control, crowning compensation, recording of material parameters and bending sequence management, the CNC press brake reduces the number of trial bends, shortens changeover times and improves bending consistency in batch production.
Bending efficiency is often determined not by the speed of a single press stroke, but by how close to the same consistent bending result each press stroke is. This is because the real impact on bending progress is usually the steps of machine setup, tooling, trial bending, angle correction, rework, and waiting for confirmation. If a part is bent quickly, but each batch has to be trial-bent again, with repeated corrections, the overall efficiency will still be very low. CNC press brakes can stably replicate the material parameters, bending sequence, backgauge position, and angle compensation of the previous batch, thus reducing the ineffective time caused by repetitive setups, trial bending, correction, and rework.

Ram position control: enables more stable ram penetration depth and easier angle control.
Backgauge positioning: The CNC backgauge system allows for more consistent flange lengths and higher repeat positioning accuracy, without having to rely entirely on manual part positioning.
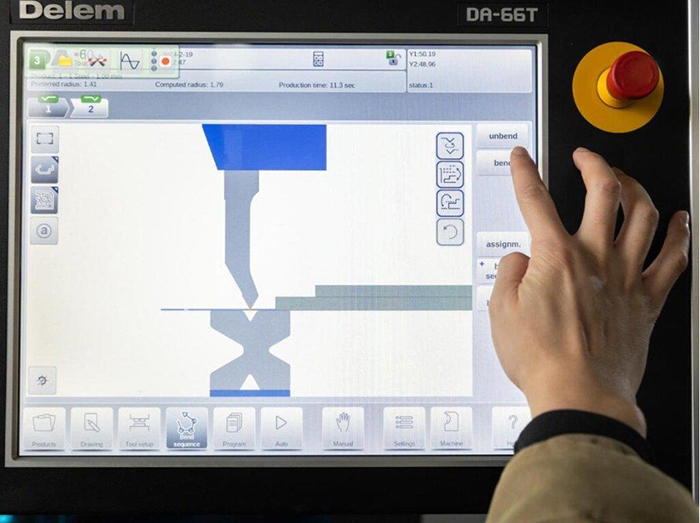
Bending sequence: The CNC program can fix the bending sequence; if the control system supports 3D simulation or offline programming, it can also check in advance the risk of interference between some workpieces and tooling.
Material compensation: CNC systems can record material, thickness, tooling and angle correction data; if the machine is configured with angle measurement or adaptive bending, further corrections can be made based on actual bending results.
Operator dependence: CNC systems cannot replace process judgment, but they can convert proven experience into reusable procedures, reducing the dependence of production results on a single skilled operator.
The biggest difference between a CNC press brake and a conventional press brake is that it not only performs the bending action, but also turns the bending process into a reusable manufacturing process.
The limitation of a manual or basic NC press brake is that many process decisions still rely on operator experience. These include which tooling to use, how to arrange the bending sequence, where to set the backgauge, how much angle compensation to apply, and how to correct the first trial bend. This will be less efficient for high-mix, low-volume jobs with tight delivery deadlines. A CNC press brake can save material type, thickness, tooling parameters, bending angle, backgauge positioning, bending sequence, compensation parameters, and process requirements as a program; subsequent repeat orders can be recalled at any time to improve setup efficiency.
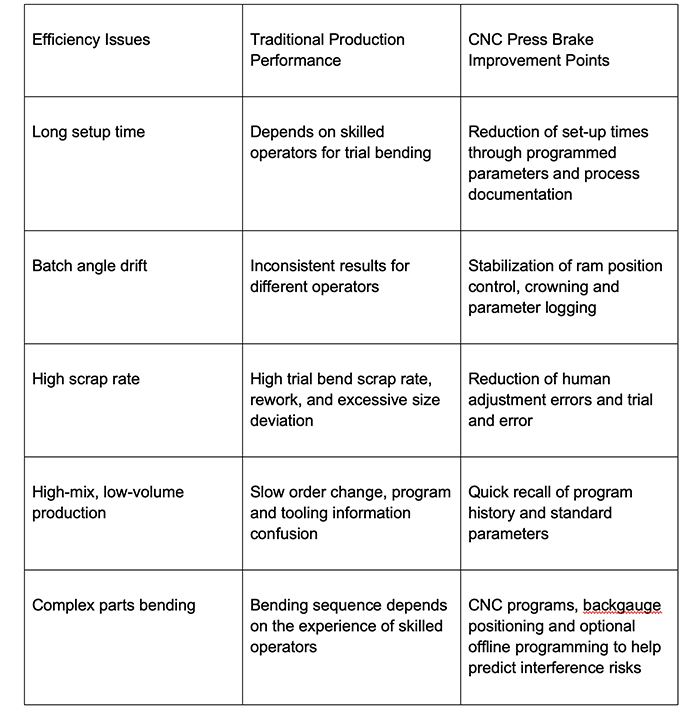
Manual or basic NC press brakes have long setup times, usually from the following five factors:
First, inconsistent understanding of the drawings. Different operators have different understanding of the drawings, and may need to be modified repeatedly after each change.
Second, the tooling selection is not standardized. V-die opening, punch radius, and die height — if no standard record is established, it is necessary to re-judge what tooling to select after each material change. Setup time is not only a CNC programming issue. Tool change speed also matters, especially when a workshop handles high-mix, low-volume production. In this case, a press brake quick clamping system can reduce tool-change time, make tooling setup more repeatable, and help operators switch between jobs with less manual adjustment.
Third, the backgauge position is repeatedly adjusted. In manual or basic configuration equipment, backgauge positioning, part positioning method, and multi-bend reference points are more susceptible to manual operation; complex parts will consume a lot of time in the positioning and correction process.
Fourth, there are too many first-piece trial bends. Operators need to manually adjust and measure each time, which can easily produce unstable parameters.
Fifth, parameters are not recorded and reused. Every time a repeat order is made, the parameters need to be re-tuned, which is naturally inefficient.
CNC press brakes cannot eliminate all machine adjustment work, but they can effectively reduce the number of repeated trial and error passes, which is particularly important for multiple varieties of small batches and tight delivery conditions.
Common sources of bending scrap include: first-piece trial bend failures, gradual angle drift in batch production, magnified cumulative size error after multiple bends, left and right flange size inconsistencies, lack of timely compensation for material batch changes, angle inconsistencies between the center and ends of long workpieces, and unstable backgauge feed. Most of the causes of scrap are unstable control of angle, size and bending sequence.
CNC press brakes control errors in the following ways:
First, control backgauge positioning. The more stable the backgauge positioning, the smaller the flange size error is usually.
Second, control repeatable ram positioning. Control the ram stroke through the program so that each bending is close to the same position.
Third, control crowning. Reduce the angle difference between the center and ends of long workpieces.
Fourth, angle correction and program records. The CNC system can record the parameters of each correction, making it easy to reuse for repeat orders; if the equipment is fitted with angle measurement or adaptive control features, it can also further reduce the angle variation caused by material batch changes.
Fifth, fixed bending sequence. The CNC program can guide the operator to complete each bending in a fixed order; if the control system supports 3D simulation or offline programming, it can also check in advance bending sequence, workpiece flipping and tooling interference risks.
CNC press brakes can reduce scrap from trial bends, rework and dimensional overruns by standardizing the variables that can be controlled, anticipating and compensating for the variables that cannot be controlled.
In large batch production, CNC press brakes make it easier to maintain a consistent production rhythm and improve angle consistency through programming, backgauge, compensation, and parameter logging, reducing first-piece trial-and-error and rework, and delivering consistent results across shifts, which is ideal for standardized parts and long-term orders.
In small batch production, the biggest problem is that if the machine needs to be re-tuned for each order, the setup efficiency of the manual or basic NC press brake becomes a bottleneck. The CNC press brake can retain the material and tooling parameters, quickly recall program history, thus reducing the dependence on the experience of skilled operators and effectively reducing the repetition of trial bends and rework.
Therefore, the automation level of CNC press brakes is not only suitable for mass production, but also valuable for multi-variety and small batch production.
Before purchasing a press brake, we should focus on confirming the following issues:
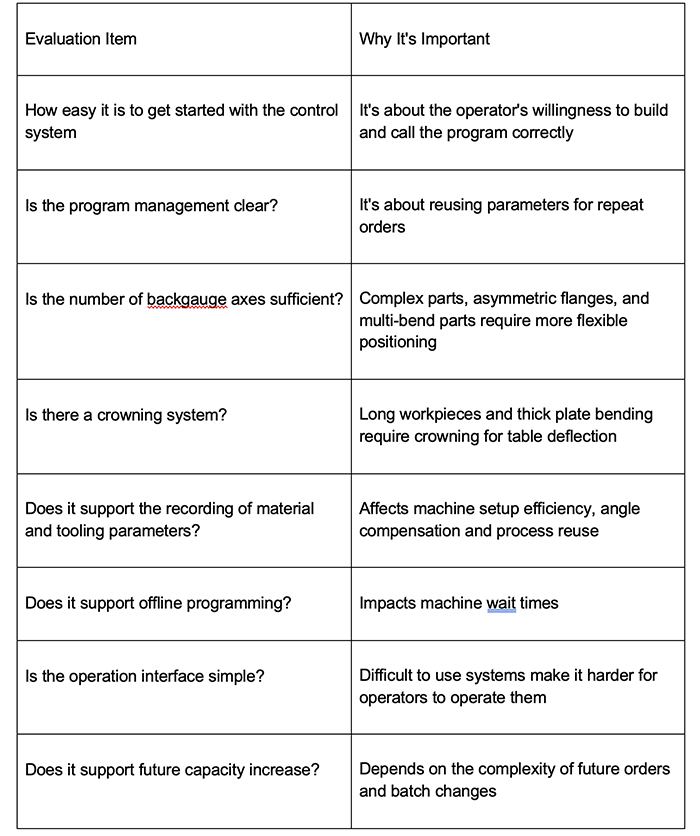
For manufacturing companies, a CNC press brake is more than just a bending machine; it is a useful tool that can improve production consistency. It can help minimize ineffective setups, reduce scrap, and make batch results more consistent without relying solely on the personal experience of a skilled operator. Manufacturers evaluating control systems, backgauge configurations, crowning capabilities, and automation options can use RAYMAX CNC press brake systems as a reference point for comparing how machine configurations affect setup time.

Forging the Next 250 Years: Powering the Next Era of American Manufacturing
As manufacturers offer more customization than ever before, managing product complexity has become a critical challenge. Tune in with Dan Joe Barry, Vice President of Product Marketing at Configit, who explores how companies are tackling the growing number of product configurations across engineering, sales, manufacturing, and service. He explains how Configuration Lifecycle Management (CLM) helps organizations maintain a single source of truth for configuration data. The result: fewer errors, faster quoting, and the ability to deliver customized products at scale.
Get In Touch
Google news and SEO compliant, Industry Today’s state-of-the-art digital media platform offers bespoke media campaigns that target key decision makers and buyers to achieve your marketing and promotional goals.
![]()
Contribute
Showcase your brand and promote your business to our highly targeted audience. We offer detailed Google Analytics with measurable ROI to assure success. Submit your content for review by our Editorial team who will contact you to discuss the project further.
About Us
Reach Your Targeted Audience and Grow Your Business. Learn more About Industry Today.
Contact Us

© 2026 Industry today. All Rights reserved.