Bioplastics are increasingly also used in the components of industrial products.
Examples of bioplastic components are to be found in the automotive, electronics and building industries. However, threaded connections in biopolymers require suitably adapted screws to achieve consistent fastening quality.

Fig. 1: The Remform II HS series is designed for highly demanding applications. It is used in applications which require high load-bearing screw fastenings, high preload force and high loosening security, for example to fasten harder, fibre-reinforced plastics.
With an eye to long-term objectives such as sustainability in the value chain, the overall product as well as its individual components and their connections have to be considered. And now that bioplastics are increasingly used in high-performance products, the fasteners for these new materials must be upgraded and optimized.
Arnold Umformtechnik GmbH & Co. KG based in Forchtenberg-Ernsbach has researched the subject. In a joint project with Bond-Laminates GmbH, the company also investigated whether the Remform II HS (High Strength) thread-forming screw was suitable for use in bio-based composite materials.
The Remform II HS is a thread-forming screw with a rounded thread profile that has been specially designed for applications with high-performance plastics. It is used when a high preload force and high loosening resistance are required.
Remform II HS screws have an asymmetrical thread profile with a rounded flank tip and curved load flank. This geometry is designed to match to the flow properties of plastic and enable the material to be gently displaced. The screw also features an optimized, enlarged thread core, which significantly increases both the breaking torque and the tensile breaking force of the screw. This leads to a more stable connection between the two parts of the joint, but also allows for a higher assembly torque when joining high-strength plastics without the risk of screw breakage. Thanks to the combination of radius profile and steep load flank, the plastic material flows towards the load flank when screwing in and ensures very good flank coverage. By reducing the load flank angle to 10°, the radial stresses are significantly reduced. This generates a low screw-in torque despite the high thread overlap and reduces the risk of cracking in the plastic due to the lower radial expansion.
In order to reliably design and test screw connections, it is important to know the factors that influence it. This is particularly important when studying the basic principles. Important influence factors for screw connections are the tube and screw geometry, the core hole diameter and the material and its related strength, conditioning or fibre content. It is also important to consider the influence of the assembly method such as the accuracy and speed of the screwdriving system. And last but not least, the different types of load that come into play are important too, i.e. temperature and dynamics, as well as the load duration or ambient conditions. All these factors influence the assembly characteristics of a direct screwed plastic joint.
Considering all these factors, based on a real example of a screwdriving curve it can be shown that the screwdriving parameters can be significantly improved when using Remform II HS in high-performance plastics. “Compared to the Remform screw, which is practically the standard solution for engineering plastics, the failure force and failure torque can be increased by around 20 percent with the Remform II HS,” says Sinja Strobl, Product Engineer at Arnold Umformtechnik.
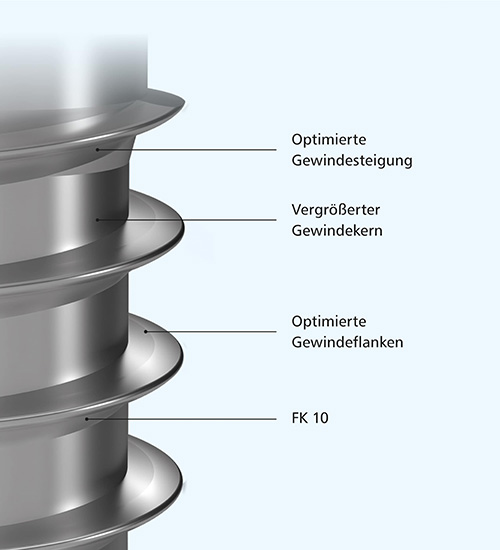
Fig. 2: The design of the Remform II HS is characterized by an asymmetrical thread profile with a rounded flank tip and a curved load flank. This geometry is designed to match to the flow properties of plastic and enable the material to be gently displaced.
Plastic direct screw connections have long proven to be a reliable and cost-optimized solution for connecting plastic components. But what about bioplastics? Arnold Umformtechnik and Bond-Laminates have jointly undertaken research on the suitability of Remform II HS a screw fastener for Tepex, a registered trademark of the Lanxess Group.
Tepex dynalite 813-F250 (or Tepex for short) is a 100 percent bio-based composite material with a matrix of PLA (polylactic acid) reinforced with flax fibres. The fibres are obtained from the stalk of the flax plant and are grown locally. Tepex materials consist of one or more layers of semi-finished textile products with continuous fibres (flax) embedded in a matrix of PLA. These are fully impregnated and consolidated. All fibres are therefore coated with plastic and the material contains no air pockets. According to the manufacturer, Tepex dynalite therefore offers maximum strength and rigidity with a very low density.
The Tepex material samples were provided as sheets, which were then cut into small samples to perform basic tests to evaluate their screwability. Due to the sample thickness of around 6 mm, a Remform II HS with a diameter of 2.5 mm was used as a fastener. “The effective screw-in depth was set to 2 x d. In the first series of tests, screw-in and over-tightening tests with preload force measurement were carried out in core holes of different sizes. This means that the screw is screwed in and tightened until the connection fails,” says Sinja Strobl, describing the tests. Based on the results of these initial tests, the appropriate core hole diameter and tightening torque for long-term tests were determined. Then, for the long-term measurements, the samples were screwed together with the previously defined tightening torque and the preload relaxation was measured using a load cell.

Fig. 3: “Compared to the Remform screw, which is practically the standard solution for engineering plastics, the failure force and failure torque can be increased by around 20 percent with the Remform II HS,” says Sinja Strobl, Product Engineer at Arnold Umformtechnik.
The initial results of the screw-in and over-tightening tests indicate that the Remform II HS can be used to form a nut thread with maximum load-bearing capacity very well in the bio-based material. “There were no stress cracks or undesirable deformations in the sample body during screwing. The Tepex material really surprised us. Compared to the other materials we tested, it achieved the best failure torques, even higher than a PPS with glass fibre reinforcement,” said Strobl, summarizing the results.
The combination of Remform II HS and Tepex also scored highly in terms of process reliability. “The low screw-in torques and high overtorques result in a high delta torque, which opens up a large process window for assembly and gives the user a high level of safety,” continues Strobl.
The results of these investigations have subsequently been incorporated into the various tools in Arnold Umformtechnik’s digital engineering portfolio. This means that in future, customers can get even better support for the conception and design layout of direct screw fasteners, also when considering bio-based composite materials.
Arnold Umformtechnik offers various services for designing with plastics. One of these is the Core Hole Tool. It offers the possibility of determining an optimum core hole design for almost all plastics on the basis of characteristic values determined in the laboratory. Arnold customers then receive the recommendation as a PDF with all the relevant dimensions for the design.
Another tool is Fast Designer Plastics, a forecasting tool for direct plastic screw connections. Fast Designer Plastics can be used to draw conclusions from various assembly and operating variables, such as assembly preload force and tightening torque. It is also possible to predict the relaxation-related drop in preload force after time and temperature exposure.
Carl-Arnold-Str. 25
74670 Forchtenberg-Ernsbach
Magdalini Wanke
Phone: +49 7947 821-2833
Magdalini.Wanke@arnold-fastening.com

Forging the Next 250 Years: Powering the Next Era of American Manufacturing
As manufacturers offer more customization than ever before, managing product complexity has become a critical challenge. Tune in with Dan Joe Barry, Vice President of Product Marketing at Configit, who explores how companies are tackling the growing number of product configurations across engineering, sales, manufacturing, and service. He explains how Configuration Lifecycle Management (CLM) helps organizations maintain a single source of truth for configuration data. The result: fewer errors, faster quoting, and the ability to deliver customized products at scale.
Get In Touch
Google news and SEO compliant, Industry Today’s state-of-the-art digital media platform offers bespoke media campaigns that target key decision makers and buyers to achieve your marketing and promotional goals.
![]()
Contribute
Showcase your brand and promote your business to our highly targeted audience. We offer detailed Google Analytics with measurable ROI to assure success. Submit your content for review by our Editorial team who will contact you to discuss the project further.
About Us
Reach Your Targeted Audience and Grow Your Business. Learn more About Industry Today.
Contact Us

© 2026 Industry today. All Rights reserved.